
Pengertian Las Argon

Las Argon adalah salah satu proses pengelasan yang cukup populer di kalangan masyarakat. Las argon sendiri banyak dikenal masyarakat sebagai pengelasan yang cukup berbahaya bagi kesehatan tetapi memiliki upah yang cukup tinggi. Sebenarnya apa sih las argon itu ?? Nama las argon berasal dari kata “Argon” yang merupakan sebuah unsur golongan gas mulia yang memiliki nama yang sama dengan lambang “Ar”. Disebut las argon karena pengelasan yang dimaksud melibatkan unsur Argon dalam prosesnya.
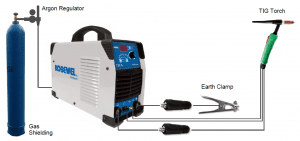
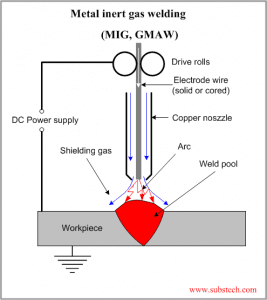
Argon sendiri dalam pengelasan berfungsi sebagai gas pelindung (shielding gas), karena sifatnya yang mulia (inert) sehingga gas tersebut tidak bereaksi dengan lingkungan sekitarnya. Sifat tersebut menjadikan gas Argon sebagai pelindung yang cukup ideal saat proses pengelasan. Aplikasi gas Argon adalah pada pengelasan MIG (Metal Inert Gas) dan TIG (Tungsten Inert Gas). Namun kebanyakan yang dimaksud masyarakat awam sendiri saat menyebut las argon adalah pengelasan TIG / GTAW. Disini kita akan membahas beberapa poin penting terkait las argon (Tungsten Inert Gas).
1. Mesin Las Argon
Mesin Las Argon merupakan sumber energi yang digunakan untuk menyalakan busur listrik dalam pengelasan TIG / GTAW. Listrik yang berasal dari stop kontak dirubah oleh rangkaian transformer step up sehingga memiliki tegangan dan arus listrik yang cukup tinggi untuk digunakan dalam proses pengelasan. Output dari mesin las bisa bermacam – macam tergantung dari tipenya.
Mesin las bisa menghasilkan listrik arus searah (Direct Current), arus bolak – balik (Alternating Current), ataupun keduanya dengan hanya menekan tombol pada mesin las untuk mengganti jenis arus keluarannya. Khusus pada mesin las argon / GTAW, ada beberapa fungsi tambahan seperti untuk regulator gas shielding dan kendali pada control pedal.
2. Inert Gas Supply.
Inert Gas Supply adalah tabung silinder yang berisi gas mulia (inert) yang digunakan untuk mensuplai kebutuhan gas pelindung kawat las. Tabung gas yang digunakan memiliki kapasitas beragam, mulai dari 1 m3 hingga 10 m3. Pada umumnya proses las GTAW memang menggunakan gas mulia argon. Akan tetapi gas mulia helium juga banyak digunakan apabila argon terlalu langka untuk digunakan.
Pada beberapa kasus pengelasan GTAW juga menggunakan jenis gas aktif seperti karbon dioksida (CO2) pada pengelasannya. Gas mulia yang biasa digunakan memiliki beberapa tingkatan kemurnian, yang paling umum adalah welding grade atau industrial grade, dengan standar kemurnian yang cukup. High purity grade memiliki kemurnian lebih tinggi dari industrial grade dan ultra-high purity memiliki tingkat kemurnian 99.99% menjadikannya memiliki tingkatan tertinggi dalam hal kemurnian.
3. Flowmeter dan Regulator.
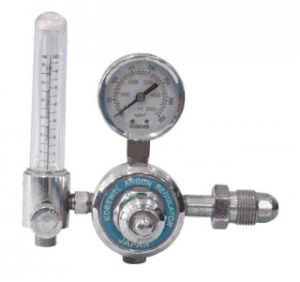
Flowmeter dan Gas Regulator adalah bagian yang berfungsi untuk mengatur laju aliran gas dari silinder suplai. Selain katup buka tutup yang ada pada tabung suplai, regulator gas juga memiliki katup untuk mengatur tekanan kerja gas pelindung. Regulator juga dilengkapi dengan dua indikator yang masing – masing berfungsi untuk mengetahui tekanan kerja gas serta volume gas yang tersisa. Masih menjadi satu rangkaian terdapat flowmeter yang berfungsi untuk mengatur laju debit aliran gas. Untuk menentukan laju debit aliran gas sendiri tergantung pada jenis gas, posisi pengelasan, dan kondisi sekitar pekerjaan pengelasan berangin atau tidak. Beberapa jenis regulator, khususnya pada regulator gas CO2, dilengkapi dengan pemanas yang berfungsi untuk mencegah terbentuknya uap air akibat reaksi dengan udara di sekitarnya.
4. Water Cooler.
Water Cooler berfungsi untuk mendinginkan torch agar tidak terlampau panas akibat pekerjaan las yang terus menerus. Karena pengelasan GTAW biasanya dilakukan secara terus menerus dengan panas yang dihasilkan oleh busur listrik bisa mencapai 3.000oC sehingga untuk mengurangi kerusakan pada torch beberapa model torch dilengkapi dengan mekanisme pendinginan. Untuk torch yang bermodel self-insulated atau air-insulated pendinginan berasal dari aliran udara dan gas pelindung. Tetapi untuk model water-insulated ada selang insulasi khusus yang masuk pada torch handle. Selang tersebut berfungsi untuk mensirkulasikan air agar panas pada torch bisa terdistribusikan melalui air yang mengalir tersebut.
5. Foot Pedal Fine Control.
Foot Pedal Fine Control adalah suatu alat yang berfungsi untuk mengatur besar kecilnya arus yang digunakan pada saat pengelasan sedang berlangsung. Khusus pada pengelasan GTAW yang memang cenderung rumit, alat ini memiliki banyak kegunaan, seperti untuk membantu menyalakan busur listrik tanpa perlu melakukan kontak antara elektroda dengan logam induk dan untuk mencegah crater crack dengan mematikan busur listrik secara bertahap. Selain itu, untuk mencegah terjadinya cacat burn through dan lack of fusion biasanya welder akan memanfaatkan fungsi dari pedal ini.
6. Stang Las.
Stang Las adalah bagian yang dikendalikan oleh welder pada saat pekerjaan pengelasan berlangsung. Torch khususnya untuk GTAW memiliki bagian yang cukup rumit jika dibandingkan proses lainnya yang cenderung lebih sederhana. Di bagian belakang, ada beberapa mekanisme inlet dan outlet. Seperti electrode cable yang membawa arus listrik dari mesin las, gas hose yang merupakan selang gas pelindung, water inlet and outlet hose yang berfungsi mensirkulasikan air untuk pendingin torch pada water-insulatedtorch.
Selanjutnya ada torch handle yang berfungsi sebagai tempat pegangan welder dalam operasi pengelasan. Cap berfungsi untuk menutupi ujung elektroda yang biasanya terlalu panjang agar tidak ter ekspos ketika beraliran listrik karena bisa berbahaya apabila terjadi kontak arus pendek yang tidak diinginkan. Collet berfungsi untuk menjepit elektroda agar tidak bergeser pada saat digunakan. Gas orifice nut adalah sebuah baut untuk menempatkan gas orifice yang berfungsi untuk menyemprotkan gas pelindung ke daerah kawah las.
Gas nozzle berfungsi untuk mengarahkan semprotan gas agar terkumpul pada titik kawah las yang membutuhkan perlindungan gas. Tungsten electrode adalah elektroda tungsten yang digunakan untuk menyalakan busur, elektroda ini merupakan jenis elektroda tidak terumpan karena memiliki titik lebur yang lebih tinggi dari material yang di las dan hanya dipakai pada GTAW.
Jenis Jenis Tungsten Elektroda – DACH :

WP : Pure Tungsten – (Warna Hijau)
- Mengandung minimum 99,5% berat tungsten tanpa elemen paduan lainnya.
- Memungkinkan ujung untuk membentuk ujung yang bersih dan mengencang yang memberikan stabilitas busur yang baik.
- Umumnya digunakan dalam pengelasan paduan Aluminium dan Magnesium (AC).
WT 20 : 2 % Thoriated Tungsten – (Warna Merah)
- 2% thoriated tungsten mengandung nominal 2 wt% atau thorium oxide (ThO2)
- Jenis elektroda yang paling umum digunakan saat ini.
- Umumnya digunakan untuk aplikasi polaritas negatif atau lurus elektroda DC seperti Karbon, baja tahan karat, paduan Nikel dan Titanium.
WL 15 : 1.5 % Lanthanated Tungsten – (Warna Kuning)
- Mirip dengan Thoriated Tungsten
- Tukang las dapat dengan mudah mengganti bahan radioaktif dari Thoriated dengan tungsten ini tanpa mengubah program pengelasan
- Cocok untuk Pengelasan DC dan AC
[/ultimate_heading]



{kind=link}